
Ta članek je del veliko gradiva o tovarni INTERSKOL-Alabuga, eni redkih podjetij, ki proizvajajo električno orodje in manjšo mehanizacijo v Rusiji. Še bolj opazno je dejstvo, da je to najnovejša proizvodna točka v naši državi, naročena v letu 2014. V prihodnosti bo po odprtju vseh treh načrtovanih čakalnih vrst INTERSKOL-Alabuga postal največji industrijski obrat v Ruski federaciji, ki bo sposoben proizvajati do 5 milijonov enot končnih izdelkov na leto, ki pokrivajo približno 25% potreb domačega trga orodij. Zdaj pa govorimo o prvi stopnji tovarne, ki je že od začetka delovanja poln zmogljivosti. Močno, sodobno in visokotehnološko podjetje, nedvomno, si zasluži najbolj skrbno in celovito študijo od znotraj in zunaj. Dobrodošli na jutri na električnem orodju in industriji električnih orodij!
Več člankov:
- "INTERSKOL-Alabuga". Livarstvo, montaža in kontrola kakovosti.
- "INTERSKOL-Alabuga". Proizvodnja elektromotorjev, 1. del.
- "INTERSKOL-Alabuga". Proizvodnja elektromotorjev, 2. del.
- "INTERSKOL-Alabuga". Neproizvodno območje.
Eden najpomembnejših delov številnih vrst električnih orodij, proizvedenih v tovarni INTERSKOL-Alabuga, so litje kovinskih delov, npr. Pokrova ohišja ali prestav, elementov za namizne žage itd. Spodaj bodo obravnavane nekatere faze njihove proizvodnje med navideznim ogledom aluminijastega litja, obdelave in barvanja.
Kovinsko litje
Najprej je treba kovinski del oddati. V ta namen se v delavnici nahajajo dve livarni, ki jih vsak upravlja upravljalec. S pomočjo lonca zaokroži stisnjeno kovino in jo potopi v vrat vratu. 
Po pritisku gumba so vrata stroja zaprta in kovina vbrizga v brizgalni tlak pod tlakom. Upravljavec mora le iztovoriti obdelovancu iz komore (fotografije kažejo postopek litja bloka štirih menjalnikov) in mazanje elementov kalupa za enostavno odstranjevanje naslednjih oblikovanih delov. 
Presežek surovin (dovodov, tokov itd.), Ki ostanejo po tem postopku, se vrnejo nazaj v talilno peč, kjer se taljeni material ponovno vnese v delo.
Strojna obdelava
Očitno je, da v postopku litja ni niti sam del, ki se proizvaja, temveč le njegov obdelovanec, ki ga je treba "obrezati" - natančno mlin do določene velikosti, vrtati potrebne luknje, rezati niti in tako naprej. Vse te operacije se izvajajo v naslednji sobi, kjer se nahaja trgovina za obdelavo aluminijastih delov.
Uporablja najsodobnejšo strojno opremo. Na primer, obdelovalni center CHIRON z več osmi opravi vse postopke, ki jih program določa v avtomatskem načinu: obdelovanec je nameščen v posebnem držalu, po katerem stroj obdeluje del v vseh ravninah. 
Postopek izgleda od znotraj: 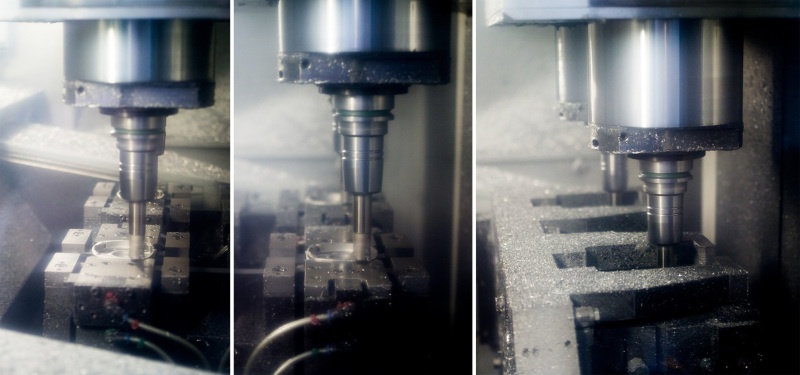
Drugi robotski stroji v strojni trgovini izvajajo samo ene enote, vendar z visoko produktivnostjo. Tukaj so avtomatske stružnice TOPPER: en upravljavec lahko istočasno opravi dve taki napravi. V notranjosti naprave je manipulator, ki vzame dele iz košare in jih hrani v predel za obdelavo. 
Rezultat obdelave na desni: odstranjeni tehnološki tokovi, izvrtane luknje z navojnimi nitmi, predelani sedeži, odpravljena hrapavost na delovnih površinah. 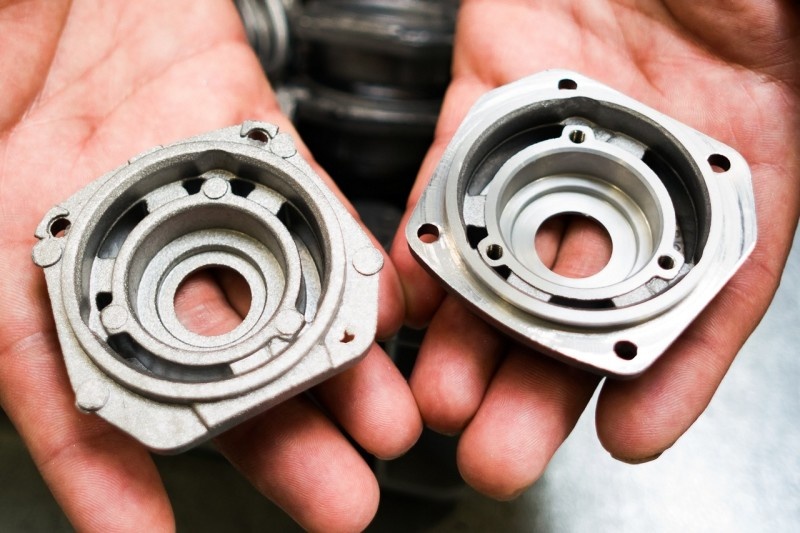
Tukaj je obdelava menjalnika udarnega vrtalnika DU-13 / 750T. Operater določi podrobnosti o trnomih. 
Aluminijasti deli, pripravljeni iti v slikarsko delavnico. 
Slikarstvo
Avtomatska barvna linija VARCO (Italija) se nahaja v ločeni delavnici. Uporablja črno barvno barvo, ki se na primer nanaša na kovinske predmete zobnikov, vrtalnikov, zajema pa tudi nekatere elemente žerjavnih žag.
Slikanje, kljub navidezni preprostosti, je proces večstopenjski. Da bi pravilno potekal, je treba dele oprati, posušiti, razmastiti in šele potem uporabiti praškasto barvo v elektrostatičnem polju in segreti del, da polimerizira (sintranje) prevleko. Vse obravnavane tehnološke stopnje so popolnoma avtomatizirane, za vsako od njih pa je kamera v delavnici. Na primer v delu, prikazanem na fotografiji, so deli pred umazanijo. Izgleda precej zastrašujoče, vendar se dobro spoprijema s svojimi odgovornostmi. Uporablja se vodna raztopina z detergenti, pršenje pa poteka skozi šobe znotraj tega koridorja. 
Deli nato vstopijo v sušilno komoro, vstopajo skozi desno okno in zapuščajo levo. 
Spray kabina, kjer je škropljena barva praška, je zdaj jasno vidna, da se deli gibljejo vzdolž procesne linije na suspenziji. Na straneh sta dva mobilna robotska škropilnica, ki barvata na dele v elektrostatičnem polju. 
Zadnja stopnja je toplotna komora: v njem se topi in peki na površinah, nato se ohladi, strdi. 
Zdaj so deli (v tem primeru ohišja menjalnika za kotni brusilnik INTERSKOL UShM-125/900) pripravljeni za odpremo komponent, ostanejo samo vtiči iz lukenj za vreteno. 
Deli se ročno odstranijo iz obešal in jih dajo v košarico za nadaljnji prevoz, in namesto tega se namesti naslednja serija praznih mest. 