
Ta članek je del veliko gradiva o obratu INTERSKOL-Alabuga, eni redkih podjetij za proizvodnjo električnih orodij in manjše mehanizacije v Rusiji. Še bolj opazno je dejstvo, da je to najnovejša proizvodna točka v naši državi, naročena v letu 2014. V prihodnosti bo po odprtju vseh treh načrtovanih čakalnih vrst INTERSKOL-Alabuga postal največji industrijski obrat v Ruski federaciji, ki bo sposoben proizvajati do 5 milijonov enot končnih izdelkov na leto, ki pokrivajo približno 25% potreb domačega trga orodij.
V tem času govorimo o prvi stopnji elektrarne, ki je od začetka delovanja skoraj v celoti operativna. Močno, sodobno in visokotehnološko podjetje, nedvomno, si zasluži najbolj skrbno in celovito študijo od znotraj in zunaj. Dobrodošli na jutri na električnem orodju in industriji električnih orodij! 
Vsi materiali:
- "INTERSKOL-Alabuga". Livarstvo, obdelava in barvanje.
- "INTERSKOL-Alabuga". Livarstvo, montaža in kontrola kakovosti.
- "INTERSKOL-Alabuga". Proizvodnja elektromotorjev, 1. del.
- "INTERSKOL-Alabuga". Neproizvodno območje.
Ta dokument je nadaljevanje tega zapisa.
Naslednja proizvodna linija preusmeri gredo v polni rotor. To je robotski transporter, na katerem se izvajajo več deset postopkov. Predvsem ta razdelek je podoben obratu znotraj obrata, kjer desetine obdelovalnih strojev delujejo v enem samem harmoničnem kompleksu z minimalno udeležbo ljudi: na sprejemno ploščo se postavi prazen prostor, čez nekaj časa pa lahko dobite tudi dokončan rotor. 
Bloki se vzdolž transporterja premikajo v posebnih paletah. Pred začetkom tehnološkega obratovanja manipulator odstranjuje obdelovanca s palete, jo postavi v notranjost naprave in nato vrne del nazaj na paleto. Obdelovanec premakne na naslednjo namestitev. 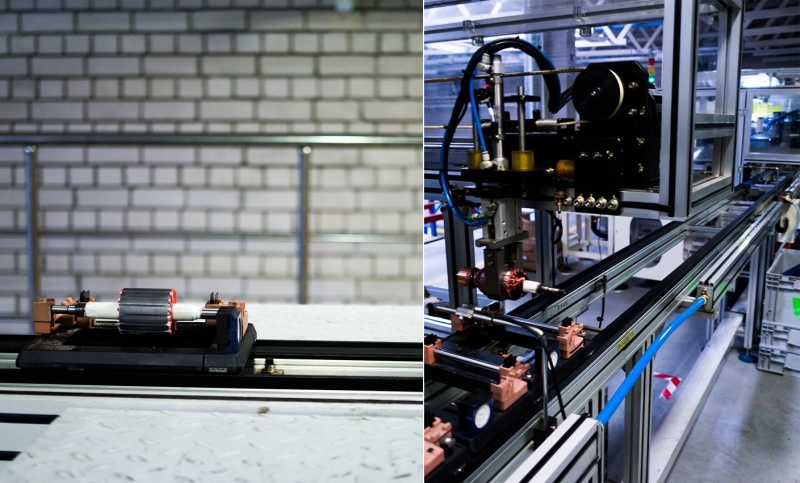
Razmislite o nekaterih operacijah bližje. Za referenco: v tem gradivu niso v kronološkem vrstnem redu. Na levi strani - bunker za izolacijske podložke, so eden prvih, ki se namestijo v smeri transportnega traku. Na desni - namestitev za navijanje rotorja. Lepoto in eleganco tega procesa s fotografiranjem ni mogoče prenesti, vendar vam priloženi video omogoča, da v celoti upoštevate hitrost in natančnost stroja za navijanje. 
https://www.youtube.com/embed/F1CaQbVu_hI
Na tej stopnji se namestitev zbiralcev odvija z delovanjem pritrditve njihovih lamel na navojne žice (fotografija na desni). Stisnjen zrak se napaja skozi valovito modro cev, da ohladi spajalne točke. 
Druga operacija je namestitev ventilatorja, ki se pritisne na ustrezen vrat vratne gredi rotorja. 
Te enote so odgovorne za izolacijo rotorskega paketa, namestitev klina in odstranjevanje kolektorskih lamel. 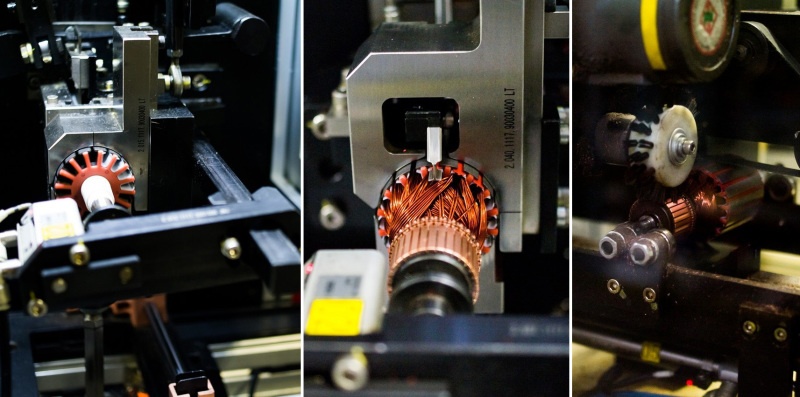
V eni od komor je izvedena laserska oznaka, kozarec gledališkega okna je zatemnjeno, da bi zaščitili vizijo operaterja. 
Tukaj je avtomatsko uravnavanje rotorja. 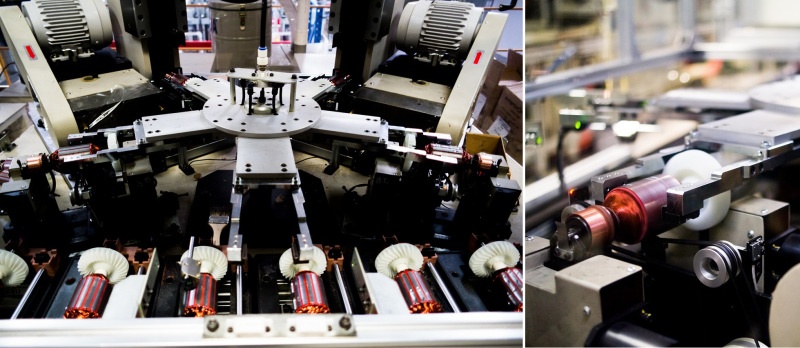
Lakiranje z lakom je precej umazan proces, za to pa je namenjena ločena cona. Podrobnosti so naložene v sprejemno komoro (fotografija na levi), nadaljnji postopek je avtomatiziran (fotografija na desni strani je iz delovnega območja naprave). 
Končni rotorji so dostavljeni na zalogi komponent, od tod do sklopa. Fotografija prikazuje rotor v delu na mizi tehnologa, ki preverja kakovost impregnacije. 
Stator
Kot rotor se stator električnega motorja prične z osnovo - dial-up paket kovinskih plošč. Mimogrede, paketi sidra in statorja so izdelani v enem koraku pri visokokatronski visokozmogljivi stiskalnici, kjer se pločevina napaja iz kolutov. 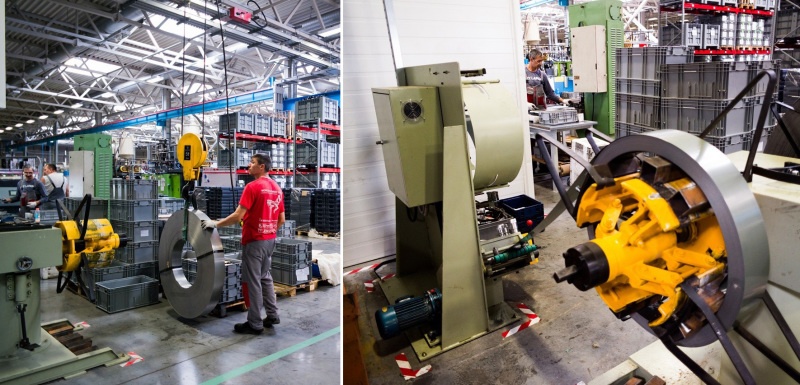
Na fotografiji je prikazana delovna površina tega hitrega stiskalnice (do 300 utripov na minuto): kot posledica tega operater prejme pripravljen paket statorskih plošč, ki ga je mogoče stisniti samo. 
Paket statorja je pripravljen za nadaljnjo montažo! 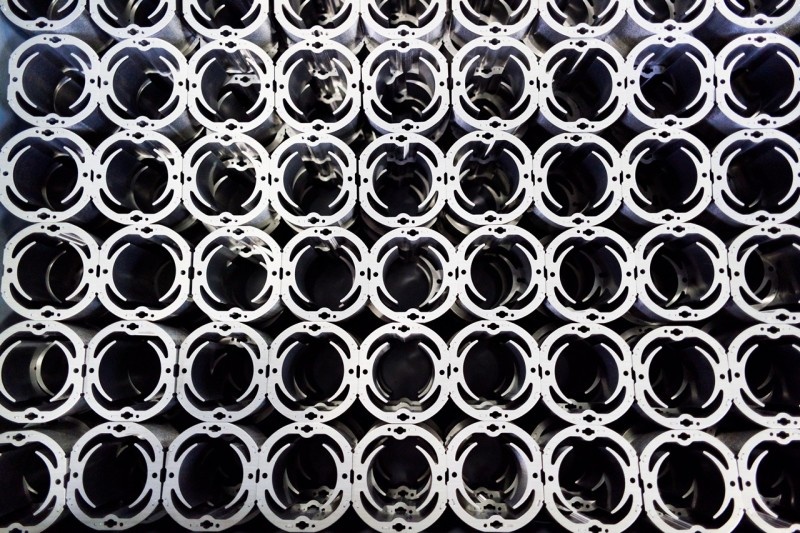
Nato se del pošlje robotskemu transporterju, kjer je stator sestavljen in navit. Linija je avtomatizirana, operaterja potrebuje le nalaganje komponent in odstranitev končnega dela električnega motorja. 
Eden od ključnih procesov je navijanje žice iz emajla. Manipulator vzame del iz transporterja in ga premakne v eno od postaj avtomatske linije. Dvigovalec izvaja gibljive gibe in njena glava se vrti okoli osi, vse se zgodi z zelo veliko hitrostjo. Ko je postopek končan, manipulator vrne del na transporter, ki ga je treba poslati na naslednje postaje. 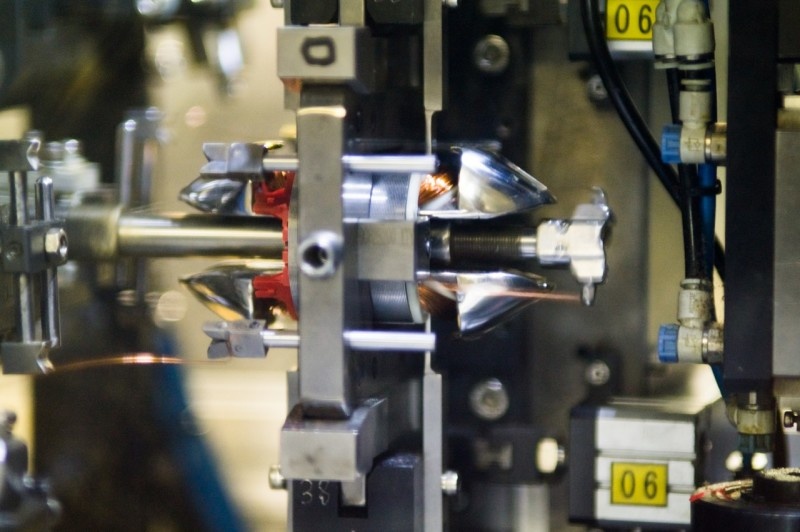
Montirani statorji so namočeni v lak na impregnacijskem stroju. Njihovo natovarjanje in raztovarjanje opravi ročno upravljavec, preostali del pa se opravi samodejno: deli se pomikajo in namočijo z lakom v metodi padanja. 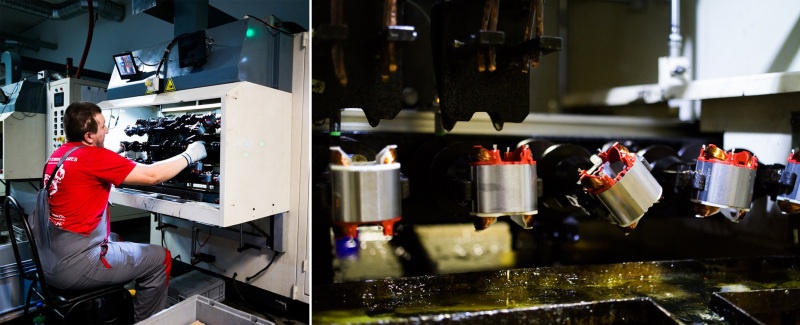
Dejansko se pri izdelavi statorja izvedejo le dve operaciji ročno. Prva je stiskanje svinčenih žic: povezana sta ročno, po kateri je stator toplotno obdelan, da bi zmanjšal izolacijo. 
Druga je rezervacija navitij. Operater priključi priključke statorja na napravo, ki spušča del v kopel in napaja napetost. Kot rezultat, se navijanje segreje na 50-70 stopinj Celzija, in pod vplivom temperature se na njem pojavi sintranje prevlečnega praškastega premaza. Presežek prahu na magnetnem jedru je zlahka potisnjen s tokom stisnjenega zraka. 