
Ta članek je del veliko gradiva o tovarni INTERSKOL-Alabuga, eni redkih podjetij, ki proizvajajo električno orodje in manjšo mehanizacijo v Rusiji. Še bolj opazno je dejstvo, da je to najnovejša proizvodna točka v naši državi, naročena v letu 2014. V prihodnosti bo po odprtju vseh treh načrtovanih čakalnih vrst INTERSKOL-Alabuga postal največji industrijski obrat v Ruski federaciji, ki bo sposoben proizvajati do 5 milijonov enot končnih izdelkov na leto, ki pokrivajo približno 25% potreb domačega trga orodij.
V tem času govorimo o prvi stopnji elektrarne, ki je od začetka delovanja skoraj v celoti operativna. Močno, sodobno in visokotehnološko podjetje, nedvomno, si zasluži najbolj skrbno in celovito študijo od znotraj in zunaj. Dobrodošli na jutri na električnem orodju in industriji električnih orodij! 
Več člankov:
- "INTERSKOL-Alabuga". Livarstvo, obdelava in barvanje.
- "INTERSKOL-Alabuga". Proizvodnja elektromotorjev, 1. del.
- "INTERSKOL-Alabuga". Proizvodnja elektromotorjev, 2. del.
- "INTERSKOL-Alabuga". Neproizvodno območje.
Plastična litina
Telo orodja je eden od najpomembnejših delov, saj mnogi potrošniki izberejo orodje natančno "z oblačili", pri tem pa upoštevajo kakovost in natančnost izdelave zunanjih strukturnih elementov. Zato mora biti primer dobre kakovosti, trajen in brezhiben videz. V tovarni INTERSKOL-Alabuga je nameščena linija strojev za brizganje plastike za izdelavo plastičnih delov. Torej pogleda na splošni načrt. 
Tukaj transporter hrani surovino - zrnat poliamid, napolnjen s steklom. Celoten postopek je avtomatiziran: staljeni material se injicira v injekcijski kalup pod tlakom, ki ga držimo nekaj sekund, nato pa posebni manipulator (njegovo delo je viden na sliki levo) postavlja odlite del na transporterju, skozi katerega vstopi v košaro. Na tej stopnji človeško sodelovanje ni potrebno, pozneje pa je treba skrbno očistiti nabore na specializiranih strojih. 
Del telesnih elementov je dodatno izpostavljen izlivanju gumijastih oblog, ki omogočajo uporabniku varno držanje orodja v procesu. Postopek je tudi avtomatiziran, postopek se izvaja z dvojnim stiskalom brizgalke, in izvajalec namestitve vizualno preveri kakovost vsakega izdelka. 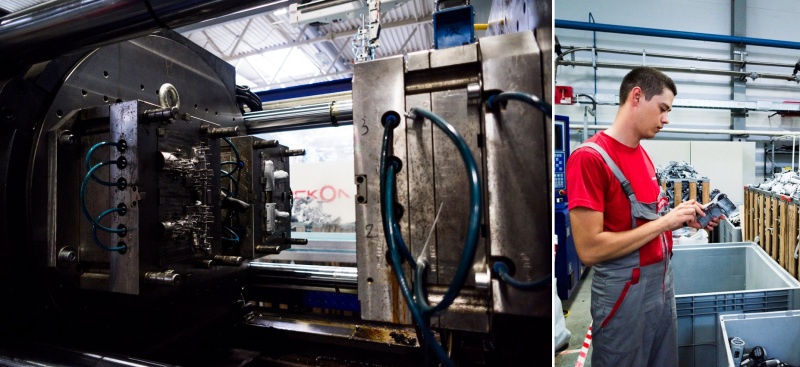
Poleg delov telesa in ročic (na fotografiji - glavna ročica perforatorja INTERSKOL P-28 / 800EV) so membrane, rolerji (ventilatorji) za elektromotorje in druge plastične dele oblikovani v plastično delavnico. 
Surovine za delovanje strojev za brizgano brizganje so na voljo s pomočjo pnevmatskega cevovoda iz skladišča, ki se nahaja v sosednjem prostoru. Tukaj so bunkerji in rezervoarji prejemniki. 
V bližini je linija za izdelavo plastičnih kovčkov z metodo pihanja: plastična "vreča" izvira iz dovodne glave, namestitev ga oblikuje v kovček, upravljavec pa lahko le nadzoruje postopek in odstrani končne izdelke. 
Preostalo litje je lepo obrezano in dodano v košaro. Nato jih obdelamo z mletjem (vidimo na sliki na desni strani) in jih ponovno uporabimo. 
V bližini je popravilo, ki služi livarnam. Tukaj je na primer kalup in njegov potiskivač poliran. 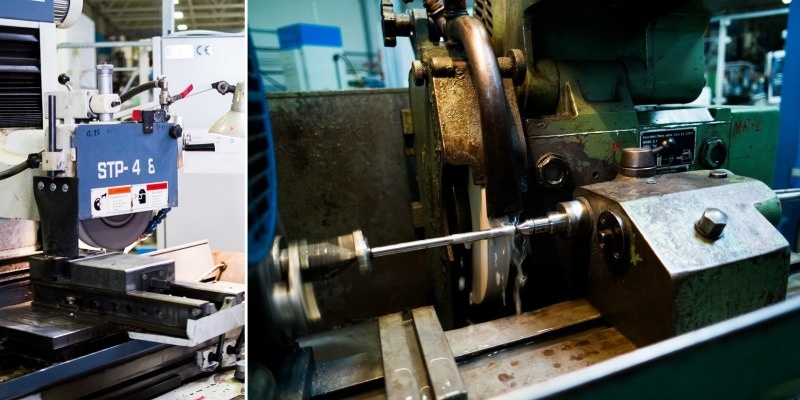
Skupščina
Sestava končnega izdelka je ena od operacij, ki zahtevajo človeško udeležbo. Praktično pri kateremkoli strojno-gradbenem podjetju, bodisi tovarni avtomobilov ali tovarni pri sproščanju koles, se končna montaža izvede ročno. Izdelava električnih orodij in manjših mehanizacij v obratu INTERSKOL-Alabuga ni izjema.
Na primer, tako se zgodi zadnji nosilni element armaturne ročice električnega motorja. 
In to je tisto, kar drži pritisni ležaj krogličnega ležaja v reduktorju vrtalne naprave DU-13 / 750T. 
Na tej strani s pomočjo posebnih strojev je stiskanje kontaktov žice. Mimogrede, najbolj pozoren si lahko ogledate gradnjo sušilnika za kosmičevje INTERSKOL, s katerim se izvaja toplotno krčenje izolacijske cevi cevi. 
Majhna preklica: druga orodja ruske blagovne znamke INTERSKOL so vključena tudi v proizvodnjo ruske blagovne znamke INTERSKOL. Na primer, pri montaži navpičnih perforatorjev P-28 / 800EV se uporabljajo akumulatorski vrtalni izvijači serije M2 - standardni, vendar brez nalepk. 
Glavna linija je zadnja faza sestavljanja instrumenta, kadar so električni, mehanski deli in deli telesa povezani skupaj. Zaposluje največ ljudi. 



Prijazna ekipa zaposlenih na mestu montaže, ki je odgovoren za nalepke etiket na etiketi, nikoli ne uspe! Ena od zadnjih faz rojstva ruskih električnih orodij: tukaj je, da najde svoje ime. 
Zaposleni na področju embalaže so zelo zadovoljni s svojim delom. 
Nadzor kakovosti
Vsaka izdelana kopija električnega orodja pred izdelavo embalaže temeljito preizkusite. Prvič, na koncu montažne linije zaposlenec vklopi napravo in teče na posebnem stojalu. Poleg tega so izdelki preskušeni za električno varnost. 
Pri perforatorjih je poseben odnos: preverijo se za pravilno delovanje v načinu s trkom in za delovanje zaščitne sklopke - dleto je blokirana v reži z ravno režo na posebno kovinsko obliko. 
Poleg tega se naključno izbrani vzorci izdelkov pošljejo v laboratorij, kjer se opravijo življenjski testi na posebnih stojnicah. Na primer, LBM mora delati tukaj vsaj 200 ur brez popravila (menjava oglenih ščetk električnega motorja se ne šteje). 